Autoklávovaný pórobetón
Betón s celulárnou štruktúrou sa nazýva pórobetón. Je to umelý kameň, do ktorého celý objem prenikajú póry. Ako názov sa uvádzalo tvrdenie pod tlakom v pare v autokláve. Tlak v autokláve je nad atmosférickým tlakom a je asi 12 atmosfér, teplota produktov spracovania je 190 stupňov.
Autoklávovaný betón sa získava z cementu, piesku, vápna, vody s prídavkom malého množstva hliníkového prášku. Počas chemickej reakcie vápna a hliníkového prášku počas napeňovania zmesi sa tvoria póry s priemerom do 3 mm naplnené vzduchom.
Konštrukcia vyrobená z tohto materiálu sa volala „kamenný strom“ na kombináciu vlastností dreva a kameňa.
Vlastnosti autoklávovaného pórobetónu

- ľahké obrábanie;
- šetrné k životnému prostrediu;
- kombinácia pevnosti kameňa a hmotnosti dreva;
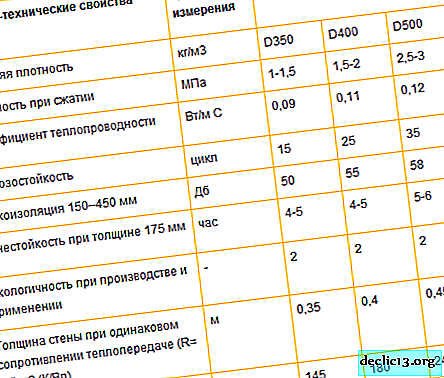
- vysoká tepelná izolácia (koeficient tepelnej vodivosti - 0,12 W / m ° C);
- pozharoprochny;
- vysoký stupeň absorpcie zvuku;
- odolné voči nepriaznivým podmienkam prostredia;
- vode a vodotesné;
- trvanlivé. Súlad s technológiou výroby a konštrukcie vám umožňuje prevádzkovať budovy až do 100 rokov;
- nehnije.
Technológia výroby pórobetónu z pórobetónu
- Príprava zmesi. Všetky základné materiály sa vo vopred určených pomeroch automaticky zmiešajú v automatickom režime, aby sa získala kompozícia, ktorá má konzistenciu nie silnej kyslej smotany.
- Nalievanie do foriem, získanie správnej veľkosti bloku. Pri periodických nárazových zaťaženiach je polovica objemu formy naplnená pripravenou zmesou. Periodické vibrácie zlepšujú pórovitosť materiálu. Interakcia hliníka a vápna spôsobuje uvoľňovanie voľného vodíka, zvyšovanie zmesi, ktorá úplne vypĺňa objem formy. Teplota dosahuje 80 stupňov, čo vedie k tvrdnutiu cementu. Výsledkom je, že bunky sú vytvorené v tvare gule, naplnené vzduchom s pórmi až do priemeru troch milimetrov. Pre kvalitnú výrobu autoklávovaného betónu je nevyhnutné prísne dodržiavať výrobný proces.
- Hromadné kalenie. Približne 60 - 120 minút je potrebných na predbežné vytvrdenie zostavy, v ktorej bude dostatočne pevná a dobre rezaná.
- Rezanie poľa na hotové bloky. Dobre kalená hmota, ktorá však po demontáži prefabrikovanej formy zostáva dostatočne mäkká, sa rozreže tenkými šnúrami na bloky, drážky a hrebene sa vytvoria pomocou špeciálneho nástroja a vrecká sa vyrobia pre ľahkú manipuláciu.
- Parné bloky v autokláve. Hotové výrobky sa umiestnia do autoklávu. Tepelne vlhké spracovanie v ňom prebieha asi 12 hodín. Teplota - 190 stupňov, tlak pary - 12 atmosfér. Za týchto podmienok materiál získa dostatočnú pevnosť. Špeciálna inštalácia vám umožní získať bloky autoklávovaného betónu správnej veľkosti.
- Baliť. Hotové výrobky sú naskladané na palety a prepravené do skladu hotových výrobkov alebo dodávané na stavenisko.






-
Ako pestovať balzam glandulárny? Aké choroby a črty jeho starostlivosti môžu byť
Ferruginálny balzam je jedným z dôstojných predstaviteľov veľkej rodiny balzamov. Rastlina sa všeobecne nazýva nedotknutá av podmienkach kultúrneho kvetinárstva je určená na pestovanie na otvorených plochách. V článku sa zaoberáme vlastnosťami tejto rastliny, zisťujeme, ako správne zasadiť glandulárny balzamín, ako sa o neho starať, ako ho lepšie množiť. ... -

-

-







